Measurement System Analysis (MSA) क्या है हिंदी में
Measurement System Analysis को ही हम MSA कहते है, जब हम किसी Application में Measurement System Analysis को अप्लाई करते है, तो यह इस बात को निर्धारित करता है, कि Result हमे कितने Accurate मिलेंगे।
“MSA Assesses the Adequacy of a Measurement System for a given Application”
MSA में People, Equipment, Material, Method, और Environment का Combination होता है, मतलब की MSA में इन सभी का स्टैंडर्ड होना बहुत जरूरी है, तभी एक Standard Management System Analysis Establish हो पाएगा।
MSA full form in Hindi
MSA full form – MSA का full form Measurement System Analysis है ।
Quality management tool के 5 Core Tool है, MSA इनमे से एक है।
- Advanced Product Quality Planning (APQP)
- Failure Mode and Effect Analysis (FMEA)
- Measurement Measurement System Analysis (MSA)
- Statistical Process Control (SPC)
- Product Product Part Approval Process (PPAP)
IATF 16949 : 2016 Requirements (MSA)
7.1.5.1.1 Measurement System Analysis कहता है कि – जब भी हम कोई Statical Studies Conduct करेंगे तो वह एक ऐसे सिस्टम से करेंगे जो कि MSA की शर्तो को पूरा करता हो।
मतलब की पहले हम उस Measurement System को MSA द्वारा Study करेंगे, और यदि वह सिस्टम पास हुआ तो ही उससे Statical Studies करेंगे अन्यथा नहीं ताकि हमें अच्छे Accurate Result मिल पाए।
MSA की जरूरत क्यों है हमें?
जब हम किसी भी प्रोसेस को Study करते हैं तो उसमें 2 तरीके के Variation होते हैं।
- Part to Part Variation
- Measurement System Variation
जो भी हमरे पार्ट का Target Value होगा उससे जो Value Debit होगी वो तो हमरा Part to Part Variation होता है, लेकिन यदि Measurement System चेक करने के तरीके के कारण जो Variation आएगा उसे हम Measurement System Variation कहते है।
जब Part 2 Part Variation से Measurement System Variation ज्यादा हो जाएगा तो हमे Result Accurate नहीं मिलेंगे ओर जो जानकारी प्राप्त होगी वह भी हमरे कोई काम नहीं आएगी। इसलिए हम जिस भी Measurement System को उपयोग में लाते है, उसका MSA से Qualify करना बहुत जरूरी हो जाता है।
MSA Error
MSA में मुख्य रूप से दो प्रकार के Error होते है।
- Accuracy :- जब हम किसी भी Parts को Measure करते है तो जो Value मिलती है और जो Parts की Actual Value होती है इन दोनों के बीच के अंतर को Accuracy कहते है। यह तीन प्रकार के होते है ओर इन्हे Instrument Calibration के टाइम पर ध्यान रखा जाता है।
- Bias
- Linearty
- Stability
- Precision :- जब हम किसी एक ही Part को एक ही Instrument से अलग अलग बार Measure करते है ओर उनके Result में कुछ अंतर आता है तो इसे हम Precision कहते है। यह दो प्रकार के होते है। इन्हे Measuring Instrument की MSA Study के द्वारा ही दूर किया जा सकता है।
- Repeatability
- Reproducibility
BIAS
BIAS = Observed Average – Reference Master Value
Observed Average Value और Reference (master) value के बीच के डिफरेंस को BIAS कहते है।
Reference Master Value हमे किसी भी Highly Accurate Instrument या फिर Metrology Lab से मिल जाती है ओर Observed Average Value जिसे की हम Measure करते है इन दोनों Value के बीच में को Difference आता है वह BIAS होता है।
LINEARITY
Linearity Bias Values का Difference होता है, जब हम Values को शुरुआत से अंत तक Operating Range में देखते है । चित्र में देखिए आपको समझ में आएगा –
STABILITY
जब हम किसी एक ही Part के कुछ Element को चेक करते है, ओर कुछ समय बाद फिर से हम उसे चेक करते है, तो अलग अलग टाइम में चेक करने से इनके Measurement में जो डिफरेंस आया है, उसे हम Stability कहते हैं।
इन दोनों अलग अलग टाइम में प्राप्त रीडिंग्स में जितना काम अंतर होगा हमारी प्रोसेस उतनी ज्यादा Stable होगी।
Repeatability (Equipment Variation)
यह Variation Measuring Instrument के Fault होने के कारण आता है हमारा Operator तो Same होता है जब वह Instruments से Measurement लेता है तो वह अलग अलग आता है। तो Readings में जो Difference होगा उसे Repeatability कहते है।
Reproducibility
यह Variation Appraiser के कारण आता है इसमें Same Part को Same Instrument से चेक करते है पर अलग अलग लोग इससे इनके जो Measurement में जो Difference आता है उसे हम Reproducibility कहते है।
Accuracy and Precision को समझे
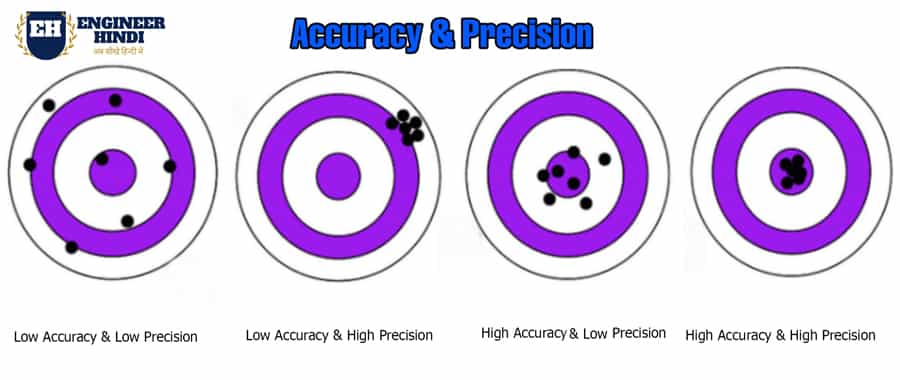
इन्हे हम ऊपर दिए गए फोटो से समझते है, जिसमें इनके अलग अलग चार चित्र है तो आइए समझते है
1. इसमें को काले पॉइंट है, वह अलग अलग है ओर वह सेंटर से भी दूर है, इसका मतलब यह हुआ कि यह ना तो Accurate है ओर ना ही Precise.
2. इसमें हम देखते है कि, जो ब्लैक पॉइंट है वह Center से तो दूर है लेकिन वे सब साथ मै है तो ये यहां पर Low Accuracy or High Precision को दिखा रहे है।
3. इसमें हम देखते है कि सारे ब्लैक पॉइंट लगभग सेंटर के पास है, लेकिन वे पॉइंट आपस में एक दूसरे के पास नहीं है, तो ये High Accuracy Low Precision को दिखा रहे है।
4. यहां पर हम देखते है की सभी ब्लैक पॉइंट Center के पास भी है, ओर ये सभी आपस में भी एक साथ है तो यह High Accuracy or High Precision को दिखाते है।
Gauge R&R
Gauge R&R Repeatability ओर Reproducibility से मिलकर बना होता है।
इसमें हम यही देखते है कि, हमरी प्रोसेस में Measurement System के कारण टोटल Variation कितना है, जिसमें की दो प्रकार के Error होते है।
Repeatability ओर Reproducibility इन दोनों को पहले Calculate करते है, फिर उससे Gauge R&R Study करते है, तो हमें पता चलता है Measurement System के कारण प्रोसेस में कितने Percent Variation आएगा।
easly learned to your article.
Yes it\’s very easy
Very useful for all students simple language
What is NDC ?(in msa)
Good explain
Simple and perfect explane
Very nice explain
Kindly define Kappa Value for acceptance and Conditional acceptance
very good