“क्या आपका प्रोसेस हमेशा कस्टमर की डिमांड के अंदर ही माल बनाता है — या बस कभी-कभी तुक्के से सही बन जाता है?”
यह किसी भी कंपनी में क्वालिटी का सबसे बड़ा सवाल है! और इसी सवाल का पक्का जवाब Quality Control (QC) में जो टूल देता है, उसे Process Capability Study (Cp, Cpk) कहते हैं।
पहले इस बात को एक आसान उदाहरण से समझते हैं:
मान लीजिए आप एक कंपनी में काम करते हैं जहाँ नट-बोल्ट्स बनते हैं। कस्टमर ने कहा है कि बोल्ट की मोटाई (Diameter) 10mm ± 0.5mm होनी चाहिए — यानी कम से कम 9.5mm और ज़्यादा से ज़्यादा 10.5mm।
अब आपकी मशीन रोज़ बहुत सारे बोल्ट बना रही है। कुछ बोल्ट 9.8mm के निकल रहे हैं, कुछ 10.2mm के, तो कुछ 10.4mm के… अभी तो सब कस्टमर की लिमिट (Limit) के अंदर है।
लेकिन क्या गारंटी है कि अगले हफ्ते मशीन में कोई दिक्कत नहीं आएगी और बोल्ट 10.6mm (रिजेक्ट) का नहीं बनेगा?
आप यह पहले से कैसे नापेंगे कि मशीन भरोसेमंद (Capable) है या नहीं?
यहीं पर काम आता है — Process Capability (Cp और Cpk)!
Process Capability Study क्या होती है?
सरल भाषा में — यह देखना कि आपकी मशीन या प्रोसेस कितना “अनुशासित (Disciplined)” है। “हमारा प्रोसेस कस्टमर की स्पेसिफिकेशन (Specification) के अंदर रहकर लगातार (Consistently) कितना सही माल बना सकता है,” इसे नापने के तरीके को Process Capability कहते हैं।
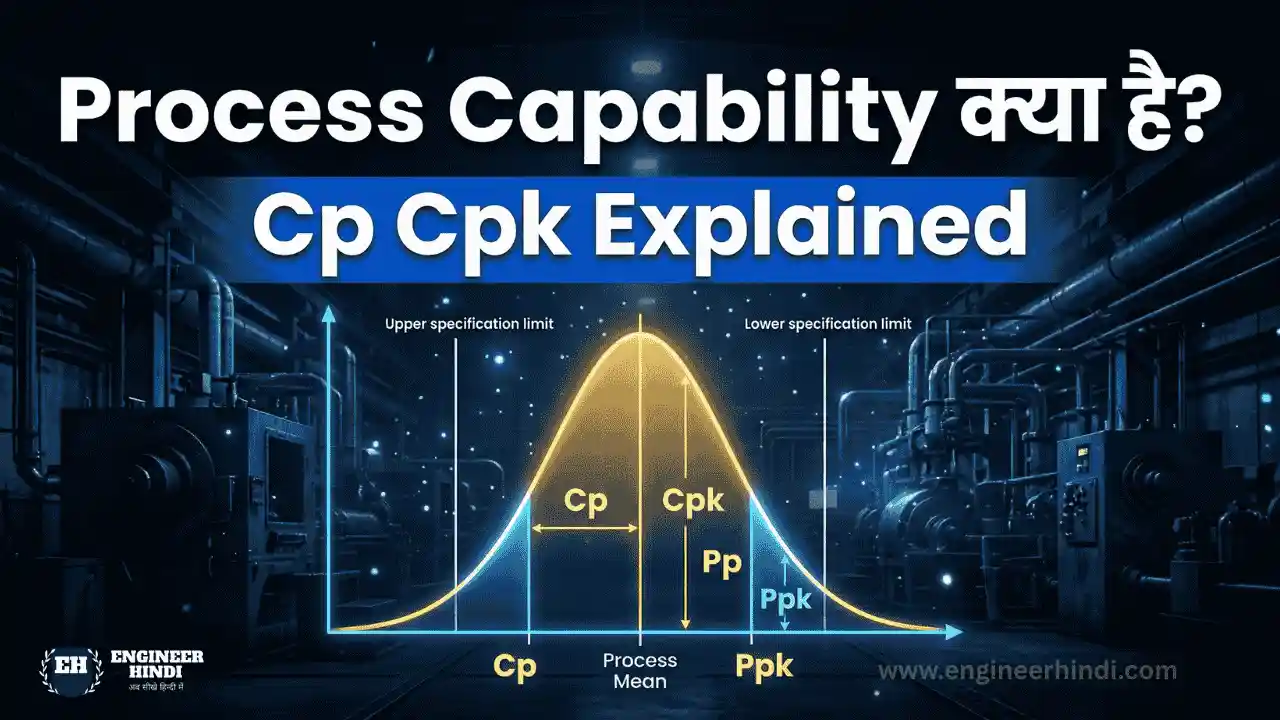
इसमें हम मुख्य रूप से 2 चीज़ें Compare करते हैं:
- Customer की Specification Width (USL – LSL): कस्टमर कितनी वेरियेशन (छूट) बर्दाश्त कर रहा है।
- Process की Actual Variation (6σ): आपकी मशीन असल में माल बनाने में कितना झोल (Vary) कर रही है।
कुछ ज़रूरी शब्द (Terms) जो आपको पहले पता होने चाहिए:
| Term / Symbol | Full Form (फुल फॉर्म) | मतलब (Meaning) |
|---|---|---|
| USL | Upper Specification Limit | कस्टमर की ऊपरी लिमिट (ज़्यादा से ज़्यादा कितना चलेगा) |
| LSL | Lower Specification Limit | कस्टमर की निचली लिमिट (कम से कम कितना होना चाहिए) |
| μ (Mu) | Mean (प्रतिमध्य) | सभी रीडिंग का एवरेज (Average) |
| σ (Sigma) | Standard Deviation (मानक विचलन) | प्रोसेस में कुल कितनी वेरियेशन (Variation) है |
| Target | Nominal Value | आदर्श (Ideal) वैल्यू जहाँ प्रोसेस का सेंटर रहना चाहिए |
Cp क्या है? (Process Capability Index)
क्या बताता है?
Cp बताता है कि कस्टमर की टोटल छूट (Specification width) और आपकी मशीन की एक्चुअल वेरियेशन (Process Width) के बीच का अनुपात क्या है।
Formula: Cp = (USL - LSL) / 6σ
Cp की Value (वैल्यू) का क्या मतलब होता है?
- Cp < 1.0 : मशीन नाकाबिल है (Incapable)। बहुत ज़्यादा रिजेक्शन निकलेगा। ❌
- Cp = 1.0 : एकदम बॉर्डर पर है (Borderline)। कभी भी डिफेक्ट्स निकल सकते हैं। ⚠️
- Cp ≥ 1.33 : प्रोसेस काबिल (Capable) है। यह इंडस्ट्री में काफी सही (Acceptable) माना जाता है। ✅
- Cp ≥ 1.67 : बहुत बढ़िया (Excellent)! ऑटोमोटिव इंडस्ट्री हमेशा यही Cpk मांगती है। 🌟
- Cp ≥ 2.0 : वर्ल्ड क्लास (Six Sigma Level)। 🏆
Cp की एक बहुत बड़ी कमी (Limitation):
Cp सिर्फ फैलाव देखता है, सेंटर (Center) नहीं देखता!
मान लीजिए आपकी मशीन बहुत कम वेरियेशन कर रही है (Cp = 2.0 आ रहा है) — लेकिन सारा का सारा माल USL के पास शिफ्ट होकर बन रहा है। ऐसे में Cp तो 2.0 ही दिखाएगा, लेकिन कस्टमर आपका सारा माल रिजेक्ट कर देगा क्योंकि माल ओवरसाइज़ हो सकता है!
Cpk क्या है? (Process Capability Index)
यहीं पर काम आता है Cpk! क्योंकि Cpk सिर्फ़ फैलाव नहीं देखता, यह माल के ‘सेंटर’ (Centering) को भी ध्यान में रखता है।
Formula: Cpk = min [ (USL - μ) / 3σ , (μ - LSL) / 3σ ]
यानी — प्रोसेस के मीन (μ) या सेंटर से USL की दूरी, और LSL की दूरी को कैलकुलेट करो, और जिस तरफ की वैल्यू सबसे कम (Minimum) हो, वही आपका Cpk है!
Cp vs Cpk का सबसे आसान अंतर:
Cp = आपके घर का दरवाज़ा कितना चौड़ा है।
Cpk = आप उस दरवाज़े के एकदम बीच (Center) में से निकल रहे हैं या किसी एक दीवार से रगड़ खाते हुए निकल रहे हैं!
Pp और Ppk क्या हैं? (Performance Index)
Pp और Ppk का फार्मूला बिल्कुल Cp और Cpk जैसा ही है, फ़र्क सिर्फ़ यह है कि यहाँ σ (Sigma) की जगह s (Overall Standard Deviation) का इस्तेमाल किया जाता है।
- Pp Formula:
Pp = (USL - LSL) / 6s - Ppk Formula:
Ppk = min [ (USL - x̄) / 3s , (x̄ - LSL) / 3s ]
Cp/Cpk vs Pp/Ppk में 1 लाइन का फ़र्क (Interview Question):
- Cp/Cpk = “आज मशीन कैसी चल रही है?” (Short Term Analysis – सिर्फ एक दिन की चेकिंग)।
- Pp/Ppk = “पिछले 3 महीनों में मशीन कैसी चली?” (Long Term Analysis – ओवरऑल परफॉरमेंस)।
इसे याद रखने का आसान तरीका (Memory Trick)
- Cp (Capability Potential) = “मशीन में काबिलियत है, लेकिन वह सेंटर पर ध्यान नहीं देती।”
- Cpk (Capability with Kentering) = “इसमें ‘k’ का मतलब सेंटर (Center) है। यह सेंटर पर मशीन का परफॉरमेंस देखती है।”
- Pp & Ppk = “यह लॉन्ग टर्म (Long Term) परफॉरमेंस के लिए है।”
ज़रूर पढ़ें (Related Posts) :
- Statistical Process Control (SPC) क्या है?
- FMEA क्या है? Failure को पहले ही रोकें!
- PDCA Cycle क्या है? 4 Steps में सुधार करें
- Kaizen (Continuous Improvement) क्या है?
Cp / Cpk FAQs (अक्सर पूछे जाने वाले सवाल)
Cp सिर्फ मशीन के फैलाव (Spread) को मापता है, यह नहीं देखता कि माल सेंटर में बन रहा है या नहीं। जबकि Cpk सेंटर (Centering) और फैलाव दोनों को जाँचता है। अगर प्रोसेस बिलकुल परफेक्ट सेंटर पर हो, तभी Cp और Cpk बराबर होंगे।
किसी भी सामान्य मैन्युफैक्चरिंग कंपनी में Cpk कम से कम 1.33 होना चाहिए। लेकिन ऑटोमोटिव (Automotive) जैसी बड़ी और सख्त इंडस्ट्री में कस्टमर Cpk 1.67 की मांग करते हैं।
हाँ! Cp हमेशा Cpk से बड़ा या उसके बराबर (≥) होता है। यह एक यूनिवर्सल नियम है। क्योंकि अगर मीन (Mean) सेंटर से हल्का सा भी खिसका, तो Cpk नीचे गिर जाएगा, लेकिन Cp उतना ही रहेगा।
अगर आपका Cpk 1.33 से कम है तो कंपनी 3 काम कर सकती है: 1) मशीन का मेंटेनेंस करके उसकी वेरियेशन को कम करें, 2) टूल या मशीन को सेटअप मारकर दुबारा सेंटर में लाएं, या 3) कस्टमर के साथ मिलकर Tolerance (USL/LSL) को थोड़ा बढ़वाएं।
बिना प्रोसेस को नापे और जाने हम कस्टमर को ख़राब माल जाने से नहीं रोक सकते। उम्मीद है कि आसान भाषा में आपको Cp और Cpk (Process Capability) का मतलब समझ आ गया होगा! अगर आप इंडस्ट्री में क्वालिटी इंजीनियर हैं, तो इसे अपने दोस्तों के साथ भी शेयर करें।